
Equipment Specifications :
1) Roll size: φ500mm×550mm;
2) Roll speed: 2~11rpm, stepless adjustable;
3) Maximum working pressure: 500KN-3000KN;
4) Power requirements: 380V/50Hz, power about 28KW;
5) Compressed air: pressure 0.5Mpa~0.7Mpa, flow rate: 0.04M3/min;
6) Total weight of connected equipment: about 18T,
Ground load-bearing requirements for equipment installation: >2.5T/m2, and a pad is placed at the bottom of the equipment.
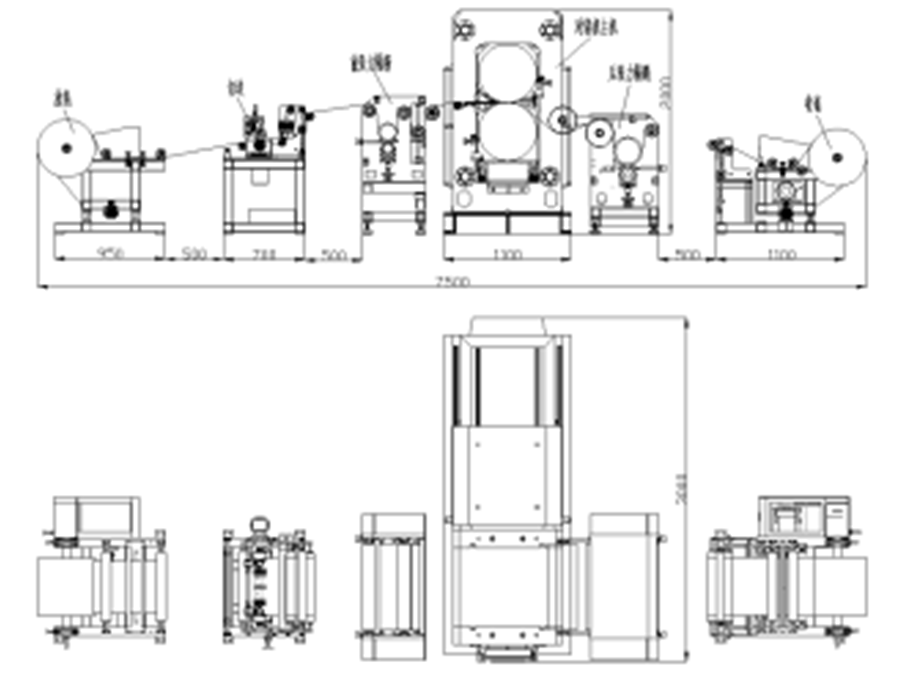
7) Dimensions of connecting equipment: 7500×3000×2000mm.
Equipment performance indicators:
1) Maximum rolling force: 3000KN (300 tons);
2) Machine speed: 3~17m/min
3) Pole or foil type: non-ferrous precious metals such as copper or aluminum
4) Pole piece width: 250mm~500mm;
5) The uniformity of the pole piece after rolling: ±0.002mm (under the condition of ±0.003mm of the coating machine)
6) Pole piece prefabricated tension: 2.3~23kg (stepless adjustment)
7) Roller layout: two rollers arranged vertically
8) Pressure roller size: Φ500×550mm
9) Roller press preset line pressure: 5.0t/cm
The pressure of the two rollers of the roller press: 3000KN
10) Mandrel and Electrode Coil Dimensions
a) Mandrel material: metal, fiber or plastic
b) Mandrel size: inner diameter of winding and unwinding mandrel (3 inches)
c) Mandrel length: ≥550mm
d) Coil size: ≤Ф500mm
e) Coil weight: no more than 400kg
f) Pole piece passing roller: outer diameter Ф80mm thin-walled hard aluminum roller
g) Operating environment: no danger (pay attention to the safety tips on the machine)
h) Machine appearance: according to the supplier’s standard color
11) Surface finish of roll: surface roughness is 0.2μm (approximate mirror surface);
12) Roll heat treatment: roll hardness: HRC65~68, roll quenching and tempering: HB280-300, quenching depth ≥ 18MM, roll cylindricity ≤ ± 0.002mm, the roll is a listed company Sinosteel Group Xingtai Co., Ltd. (provide the original inspection report) ;
13) The roll bearing adopts p52 high precision bearing
14) Gap adjustment of rolls: Servo motor to adjust the gap, the range is 0-2mm adjustable;
15) Pole piece rolling method: adopt continuous rolling method with gap and pre-pressure; pre-pressure adopts hydraulic pressure method, maximum pre-pressure: 3000KN, adopts oil pressure constant pressure, limited gap working method, and adopts hydraulic pressure boosting method generate oil pressure;
16) Roller transmission mode: the upper and lower rollers of the joint coupling are independently driven, and the pole piece runs smoothly during rolling continuous coating or gap coating, without impact or crawling;
17) The trimming tool is an assembled structure;
18) Rewinding and unwinding machine performance indicators:
a: Pole piece parameters: the core is φ76 mm, and the maximum unwinding diameter is 500 mm
Pole piece maximum width 500mm
b: Unwinding parameters: The pole piece tension control accuracy is 5% when unwinding
Tension adjustment (setting) range 0.5~3.5Kgf
c: Edge control: Correction control accuracy is ≤±0.2mm
d: Tension adjustment: 25N.
Equipment matching:
The pole piece continuous rolling production line is mainly composed of an uncoiler, edge trimming and dust removal machine, front tension partition, hydraulic double roll machine, rear tension partition, winder, electric control system, hydraulic system, and deviation correction device.
1. Unwinding machine:
This device is used to support the coil material to be rolled and transport it to the rolling mill for rolling. The device is composed of a frame, a deviation correction device, an air shaft, a magnetic powder brake, a tension controller, and a guide roller.
The main technical parameters:
Unwinding reel: diameter Ф76mm, effective length 550mm; air shaft with control valve, equipped with an inflatable gun;
Maximum unwinding diameter: Ф500mm;
Tension controller: 0~25N.m (adjustable);
Correction equipment: Pausource or Dongdeng control system is adopted, and the controller accuracy is ±0.2mm(Re).
2. Taping platform:
Splicing platform: It is composed of splicing plate, pressure rod, cylinder and guide rail, and is integrated with the unwinding machine device;
Tape splicing method: through the cylinder to drive the pressure rod to assist in completing the splicing operation;
Splice width: 550mm;
3. Cutting edge dust collector:
The trimming and dust removal machine is composed of a frame body, an upper cutter, a lower cutter, a brush, a vacuum cleaner (prepared by the user), a floating roller, a guide roller and other parts. The main function is to cut off the non-coated area on both sides and the raised part of the edge, so as to prevent the unevenness of the pole piece due to the difference in force between the coated part and the non-coated edge part during the rolling process, resulting in different extension. The dust on the material belt is cleaned by the brush, and the dust cleaned on the surface of the pole piece is sucked away by the vacuum cleaner; the vibration of the pole piece is reduced by adjusting the tension of the floating roller.
The main technical parameters:
Cutter speed (max): 70r/min
Trimming width: 250 mm ~ 500mm (continuously adjustable)
4. Buffer device:
The buffer device is composed of a frame, fixed guide rollers, floating guide rollers, linear guide rails, etc. It is used to reduce the vibration of the pole piece during the gap pole piece rolling and prevent the belt from breaking.
The buffer before rolling is integrated with trimming, and the buffer after rolling is integrated with the winder.
5. Front and rear tension partition:
The front and rear tension partition device is composed of frame, fixed guide roller, floating guide roller, linear guide rail, tension cylinder, main motor drive and other parts, the purpose is to control the tension of the pole piece before entering the roll, reduce wrinkling, and also can It is used to eliminate the gap impact in the gap pole piece rolling, reduce the pole piece vibration, and prevent the broken belt. The pole piece is equipped with a cylinder tension device, which can adjust the tension of the pole piece and can play the role of pole piece pre-extension. The surface-hard aluminum oxide roller is used for the passing roller, the diameter of the passing roller is Ф160mm after tension cutoff, and the surface precision is 0.4.
6. Hydraulic double roller machine:
The rolling mill is the main equipment in the continuous rolling production line. It is composed of a 45# steel frame, a roll pair, a universal coupling, a precision geared motor, a hydraulic system, a gap adjustment system, an electrical control system, a feeding guard and It is composed of roller surface cleaning mechanism and other parts.
The main function is to make the pole piece reach the appropriate compactness under the rolling of the roller, and meet the thickness requirements of the pole piece according to the coating thickness. This equipment adopts the servo motor to drive the lead screw wedge iron gap adjustment structure to adjust the roll gap, and the linear speed is adjusted by the frequency converter to realize stepless speed regulation.
The main technical parameters:
The overall size of the equipment (length*width*height): about 3000×1300×2000mm;
Roll specification (roll surface diameter * roll surface width): φ500×550mm;
Effective use width of roll surface: 500mm;
Roll speed: 2~11rpm, stepless adjustable;
Roll material: Cr3/Cr5 (Sinosteel Group Xingtai); roll body surface hardness HRC≥65~68; roll quenched and tempered HB280-300; quenching layer depth ≥18mm; roll radial jump ≤±0.001mm; roll surface roughness Ra =0.2;
Roller Surface Cleaning: The depth-adjustable blade adjustment device is adopted. The blade is a scraper-type structure. The scraper is close to the roll surface to automatically remove the roll adhesion material, and it is equipped with a collection box. There are two sets of blade cleaning for the upper and lower rollers;
The overall no-load diameter runout ≤±0.003mm; the transmission mode is joint coupling transmission;
Main motor power: (7.5KW+7.5KW) 15KW (380V 50Hz);
Rolling line speed: 3~17m/min (frequency conversion speed regulation);
The stroke of the hydraulic cylinder is 10mm; the maximum rolling force is 300T; the line pressure of the two rolls is 0.45~5.0t/cm;
The roll gap adjustment method is the middle wedge servo adjustment hydraulic pressure constant pressure; the roll gap adjustment range: 0 ~ 2mm; the roll gap adjustment display accuracy is 0.001mm, and it is displayed on the touch screen;
Roll bearing: P52 four high-precision bearings
Roller weight: about 15t
Equipment color: supplier standard color
Equipment layout direction: the customer chooses the direction of the model
7. Winding machine:
The function of the winder is to wind the rolled electrode material on the mandrel. The device is composed of a frame, a deviation correction device, an air shaft, a winding motor, a magnetic powder clutch, a tension controller, and a guide roller.
The main technical parameters:
1). Rewinding shaft: Inflatable shaft diameter: Ф76mm Effective length: 550mm, with control valve inflatable shaft, equipped with an inflatable gun
2). Maximum unwinding diameter: Ф500mm
Maximum carrying capacity: 400kg
3). Tension controller: 0~25N.m (adjustable);
4). Correction device: adopt Pausource or Dongdeng control system, the controller accuracy is ±0.2mm(Re).
8. Electrical control system:
The electrical part of the whole set of equipment is controlled by the operation panel on the electric control cabinet, and is composed of the main rolling motor frequency converter, winding motor, hydraulic system, magnetic powder brake, magnetic powder clutch, tension controller and other parts.
1) The unwinding machine is controlled by a tension controller through a magnetic powder brake to control the unwinding tension.
2) The rolling mill is driven by the main motor to drive the roll to rotate through the reducer and the joint coupling, and the frequency converter is controlled to realize the frequency conversion speed regulation.
3) The winding machine is driven by the winding motor to drive the winding shaft to realize winding. The tension controller controls the winding tension through the magnetic powder clutch.
4) The hydraulic system adjusts and controls the lifting of the oil cylinder through the touch screen of the man-machine interface to drive the lifting of the lower rolling roller.
5) Winding and unwinding deviation correction control The drive motor drives the unwinding machine and winding machine deviation correction device to work respectively to complete the winding and unwinding deviation correction control.
6) Change the roll oil pressure through man-machine interface adjustment;
7) The value of roll movement is displayed on the man-machine interface screen;
8) Man-machine interface input adjustment to change the gap between the rollers of the oil pressure roller machine.


